
模具设计与制造包含很多内容,在这里,小编为大家手机了一些基础知识,共38点。
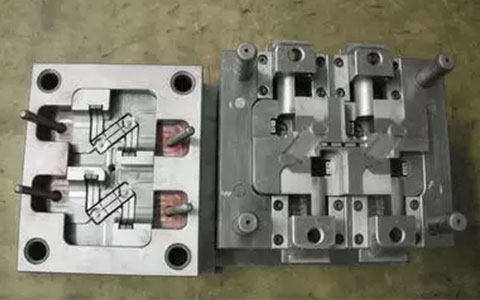
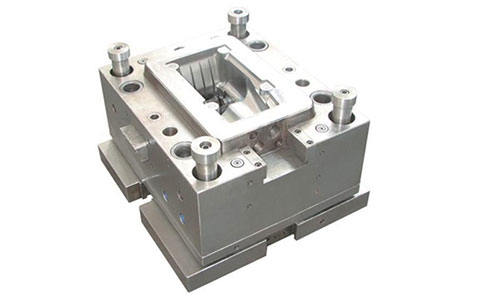
1.注塑模具的四大系统是:浇注系统、成型系统、温控系统、顶出系统。
2.模具设计的基本流程是:阅读开模单—产品分析一排位草图一送审一订料订模胚一详图一分模一出零件图一订小料和标准件。
3.注塑成型的四个阶段:注射、保压、冷却、开模。
4.2D排位的八句口诀:基准缩水后镜像,内模模胚加镶件,行为斜顶与流道,顶针运水锁螺丝,导向定位和安装,运输支撑不能少,外形装配有尺寸,细节示意明细表。
5.注塑成型的三大工艺条件是温度、压力、时间。
6.用UG进行产品分析的两种方法是:MPV区域法,云图分析法。
7.产品分析的主要内容是:PL面,倒扣,进胶,拔模角,脱模斜度。
8.一个产品长为150,宽为90,高为30,它的安全取值:30-35前内模长宽高分别为:210*150*60后内模长宽高为:210*150*70模胚的大小是270*300*130.
9.回针和顶针板弹簧的作用是:顶针板复位。
10.内模镶件的三大作用是:方便加工、排气、节省材料。
11.行位的六个基本组成部分:行位、压脚、油板、斜导柱、铲机、弹簧、限位螺丝。
12.铲机的斜度一般比斜导柱大2-3度,原因是开模时,方便铲机先退出,防止行位卡死。
13.行位耐磨板的作用是:减少摩擦一般用什么材料DF2、DF3、铝青铜。
14.行位的行程决定公式是:行程S=扣位(2-4)。
15.流道一般由五个部分组成,分别是:竖流道、主流道、浇口、冷料井。
16.列举常用的五种浇口:牛角进胶,搭接进胶,潜水进胶,扇形进胶,直冲进胶。
17.注塑机的料筒温度为180°至300°,模具温度一般为40°至120°。
18.顶出产品时,顶出行程为:一般来说产品顶出分型面最高点10-15mm,圆桶形或很高的产品至少顶出产品的2/3。
19.顶出系统设计注意六大事项:
(1)均匀、不顶白、不变形、不顶破;
(2)顶针下在平位上或者斜度小的地方;
(3)斜度大时,加防滑纹,止转位;
(4)四壁、骨位、孔位、柱位、壁缘;
(5)下顶针时要距离胶位边镶件边最少要有1mm以上,胶位高的2mm以上;F.距离冷却水距离要在3mm以上,中4mm,大5mm;G.内模封胶位一般20-30,大模30-40;
(6)宁多勿少,宁大勿小,把顶针尽量下在整数位置,保留不到整数,至少保留一位小数。
20.顶针板弹簧的长度计算公式是:顶针行程+预压量/0.4-0.5=h标准长度21.冷却水路壁距胶位至少8-10-12距镶件、顶针、唧咀最小为3-5,冷却进出口优先在模具的基准侧。
22.内模的4角要做成R角或壁空角,最小的壁空角为:R8工厂内模精框的加工公差为+0.00+0.02。
23.内模长宽100以上时,锁内模螺丝最小为M8,一般锁在均布内模四角和胶圈密集位置。
24.杯头螺丝的锁紧长度是不小于1.5倍螺丝直径,用M8的杯头螺丝锁一个32高的限位柱,螺丝长为35。
25.撑头的作用是支撑B板和后内模,防止模具变形产生批锋。
26.人站在注塑机的操作侧,右手边是前模,左手边是后模,上边是天侧,下边是地侧。
27.列举模具的4种定位零件:内模管位(虎口)、对锁、管钉、定位圈。
28.列举模具起导向作用的4大零件:导柱、中托司、斜导柱、回针。
29.垃圾钉的作用是让顶针板和模具底板有间隙,防止垃圾和胶料掉进板间,影响顶针复位平行。
30.出零件的八句口诀是:对齐视图分虚实,对称和圆加中心,定框算字选基准,加工内容胸有数,外形形位莫遗漏看,工业流程要清楚,零件编号有名称,材料数量和备注。
31.零件的形状尺寸包括:长、宽、高、深度、斜度、C角、R角、螺丝。
32.零件的位置尺寸包括:X、Y、Z、方向相对于基准的位置。
33.基准是:尺寸的起始点,可以作为基准的要素有:对称轴、圆心、重要的平面。
34.螺丝运水图的4个要标注的要素:螺丝、运水、顶针、线割孔、开粗尺寸。
35三视图包括第一角和第三角,国际标准是第一角,中国用的是第一角,沿海开发区公司以第三角为主。
36.列举图纸大小:A0:1189*841A1:841*594A2:594*420A3:420*297A4:297*210。
37.三视图的三等原则是:长对正、高平齐、宽相等。
38.标准字高为:2.5,确定图纸选用字高的公式:打印长度/实际长度*2.5=H标准字高。








