
塑料模具的浇口是指连接分流道和性强之间的一段细短流道,是树脂注入型腔的入口。在模具中浇口的形状、数量和尺寸和位置等会对塑料件的质量产生很大影响。所以浇口的选择是塑料模具设计的关键点之一。
浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关。但就基本作用来说,浇口截面要小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求。
一、注塑模具的浇口类型分类比较复杂
1、浇口一般分为非限制性浇口和限制性浇口两种型式,其中限制性浇口又分为侧浇口、点浇口和盘环形浇口等3个系列。
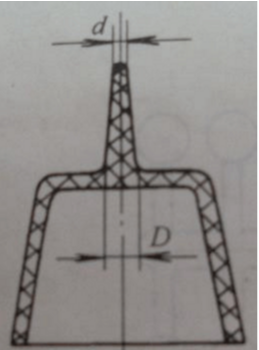
(1)非限制性浇口又叫直浇口,适用于大型塑件、厚壁塑件等。
(2)限制浇口
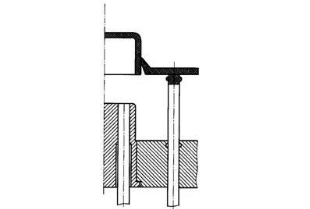
1)点浇口,点浇口是一种截面尺寸特小的圆形浇

2)潜伏式浇口,潜伏式浇口是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔
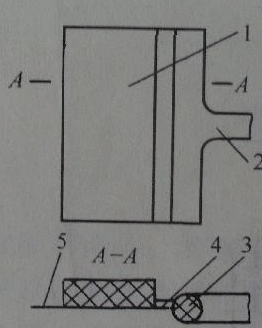
3)侧浇口,侧浇口又叫边缘浇口,一般开设在分型面上,从型腔(塑件)外侧面进料
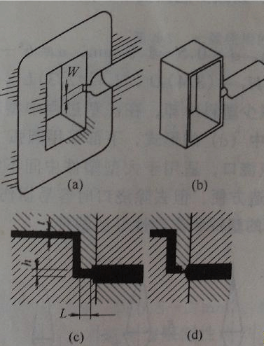
4)重叠式浇口,重叠式浇口又叫搭接浇口,基本上与侧浇口相同,但浇口不是在型腔侧面边,而是在型腔的一个侧面
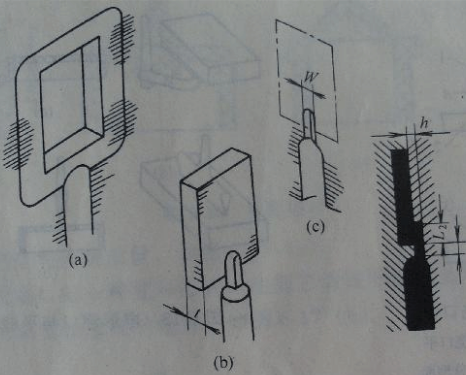
5)扇形浇口,扇形浇口是逐渐展开的浇口,是侧浇口的变异型式,常用来成型宽度较大的板状塑件
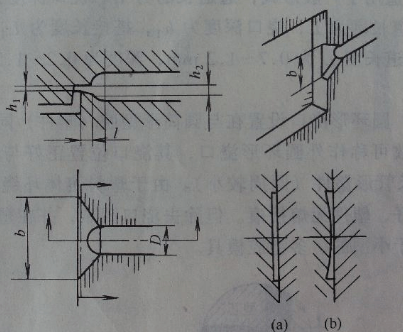
6)平缝式浇口,又称薄片式浇口,也是侧浇口的一种变异形式,常用来成型大面积的扁平塑件
7)盘形浇口,盘形浇口用于内孔较大的圆筒形塑料件,或具有较大正方形内孔的塑件
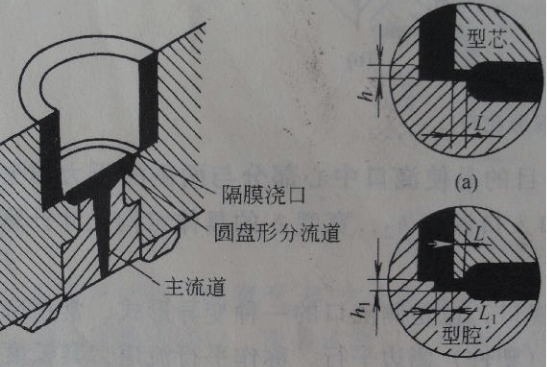
8)圆环形浇口,圆环形浇口设置在与圆筒型腔同心的外侧,即在型腔四周设置浇口,故可称之为外圆环形浇口,其浇口位置正好与内侧盘形浇口相对应
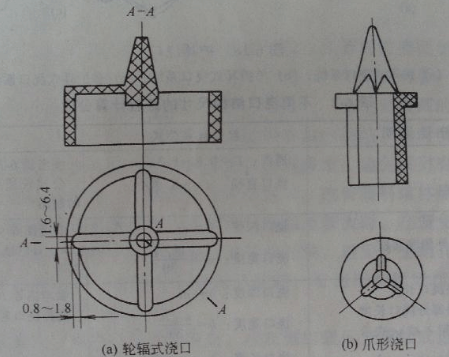
9)轮辐式浇口和爪形浇口,轮辐式浇口适用范围类似于盘形浇口,带有矩形内孔的塑件也适用,它是将整个周边进料改成了几小段圆弧或直线进料,因此可把它看成内侧浇口
2、直接浇口(直进胶)、侧状浇口(边进胶)、重叠浇口(搭接浇口)、凸片浇口、膜状与扇形浇口、环形浇口、盘形浇口、点状浇口(点进胶)、潜状浇口(潜进胶)、香蕉形浇口(牛角进胶)、热流道阀针浇口。
浇口按模具结构分为: 大水口和细水口
进浇口类型可以分为:方型,圆型,扇形,潜胶口
潜浇口一般有:潜顶针,点进胶口,牛角进胶口
二、浇口位置选择:浇口的位置和数量常常决定了产品的外观质量和性能,所以在选择浇口位置和数量时,非常重要
1、浇口位置需要满足的5个要求
a.外观要求(浇口痕迹,熔接线)
b.产品功能要求
c.模具加工要求
d.产品的翘曲变形
e.浇口容不容易去除
2、决定浇口位置时,应紧守下列原则:
a.注入模穴各部份的胶料应尽量平均.
b.注入工模的胶料,在注料过程的各阶段,都应保持统一而稳定的流动前线.
c.应考虑可能出现焊痕,气泡,凹穴,虚位,射胶不足及喷胶等情况.
d.应尽量使除水口操作容易进行,最好是自动操作.
e.浇口的位置应与各方面配合。
3、浇口的尺寸可由横切面积和浇口长度定出,下列因素可决定浇口最佳尺寸:
a.胶料流动特性
b.模件之厚薄
c.注入模腔的胶料量
d.熔解温度
e.工模温度








